Орман од песка серије БХК26 ручно
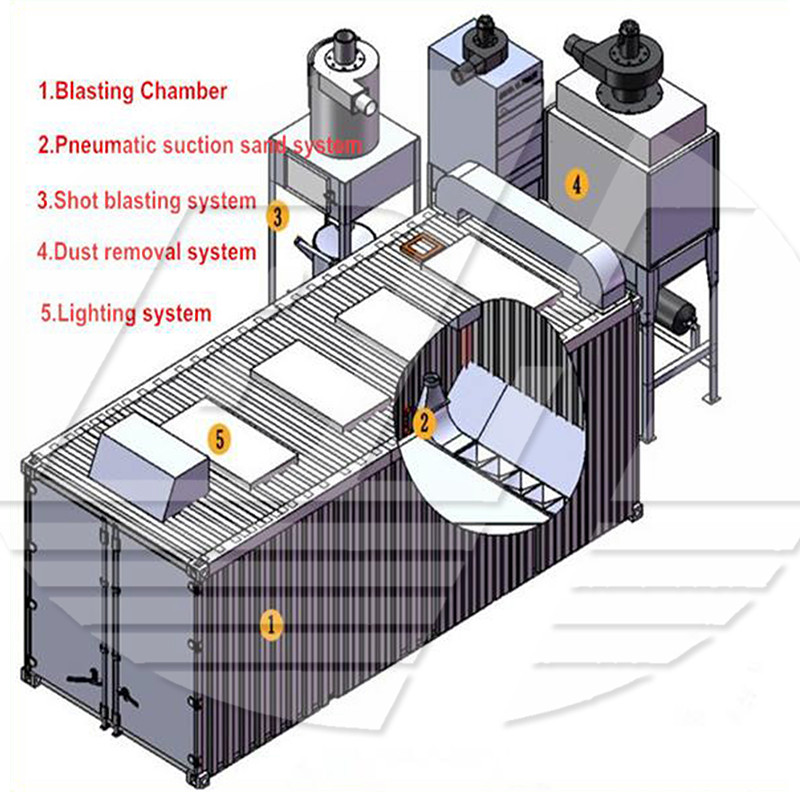
1. Шта је кабинет за пескарење
Неки људи називају и машине за пескарење, резервоар за пескарење, преносиви пескар, отворене машине за пескарење и тако даље.Имена су различита, али заправо имају исто значење.Може радити одвојено, али у већини случајева ради са просторијом за пескарење.


Састав кабинета за пескарење ——
Уопштено говорећи, следеће компоненте:
1).резервоар за пескарење:
Дебљина челичне плоче која се користи за различите запремине резервоара и корена машине за пескарење је различита.Што је већа запремина, дебља је челична плоча.Ово углавном одређује фабрика посуда под притиском према стварном стању.
Постоје две врсте пешчаног вентила и пешчаног вентила: ручни или пнеуматски.Ручно, потребно је ручно отворити вентил за песак, а гас се аутоматски отвара гасом.
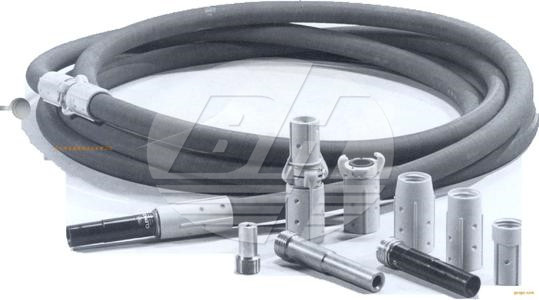
2).Цев за пескарење (стандард је 10м/20м)
3).Сигурносни вентил
Употребни притисак резервоара за пескарење је углавном 8 кг.Улога сигурносног вентила Када притисак гаса пређе 8КГ, аутоматски ће се испухати.Да би се заштитио резервоар за пескарење
4). Пиштољ за пескарење: Према материјалу, може се поделити на карбид бора, легирани челик, волфрам карбид, гвожђе и тако даље.
Најиздржљивији је карбид бора, а радни век је углавном 500-700 сати.
Друго, радни век волфрам карбида и легираног челика је углавном 300-400 сати,
Гвожђе се може користити само 10 сати, мало људи га је користило.
Електронски систем управљања и друге компоненте.
2. Принцип рада преносног пескара
Принцип рада машине за пескарење се разликује од машине за пескарење.Машина за пескарење користи центрифугалну силу за извођење пескарења.Машина за пескарење се покреће компримованим ваздухом и прска абразиве (и метални и неметални песак) на површину радног предмета.Услед утицаја притиска, абразив у резервоару за песак пролази кроз вентил за песак и цев за пескарење до пиштоља за прскање, а абразив се избацује великом брзином, чиме се мењају механичка својства спољашње површине површине радног предмета.Због утицаја и резног ефекта абразива на површину радног предмета, да бисте добили одређени степен чистоће и различите храпавости на површини радног предмета, побољшајте механичка својства површине радног предмета, тако да побољшате отпорност на замор радног предмета, повећати адхезију између њега и премаза и продужити премаз. Трајност филма такође доприноси нивелацији и декорацији премаза, уклањању нечистоћа, буке и слојева оксида на површини, док храпави површину медијума, проузрокујући заостало напрезање на површини подлоге и побољшање тврдоће површине подлоге.
3. Главна спецификација за преносни пескар
4. Губитак снаге резервоара за експлозију
1).Конфигурација извора ваздуха машине за пескарење је генерално 6м³/мин (потрошња ваздуха једног пиштоља за прскање, ако је Н, потребна конфигурација извора ваздуха је Н*6м³/мин.
| Тип ставка | К0250 | К0250А-Ⅱ | К0250А-Ⅱ-ЛКС | ||
| Запремина резервоара (м3) | 0.5 | 0.7 | 0,82 | ||
| Ваздушни притисак (Мпа) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Емитована доза (калибар=φ10)(кг/х) | 1800-2280 | 1 пиштољ | 1800-2280 | 1 пиштољ | 1800-2280 |
| 2 пиштоља | 3600-4560 | 2 пиштоља | 3600-4560 | ||
| Потрошња ваздуха (м3/мин) | 6.1 | 1 пиштољ | 6.0 | 1 пиштољ | 6.0 |
| 2 пиштоља | 12.0 | 2 пиштоља | 12.0 | ||
| Дужина цеви за минирање (мм) | 7000 | 7000 (2ком) | 7000 (2ком) | ||
| Контролни начин | Даљинско управљање | Даљинско управљање | Даљинско управљање | ||
| Димензија (мм) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Тежина (кг) | 396 | 500 | 690 | ||
2).Притисак ваздуха који је потребан машини за пескарење је 0,5-0,6мпа (ако је притисак пренизак, пескарење ће бити слабо и ефекат чишћења ће бити погођен).
3).Количина пескарења/сачмарења по сату машине за пескарење је 1800-2100 кг.
4). Опсег примене пескарења
а.Предтретман: сви третмани пескарењем пре покривања, као што су галванизација, фарбање, прскање, итд., Површина је апсолутно чиста, а у исто време значајно побољшава прионљивост и отпорност на корозију покривног слоја.
б.Предтретман пре чишћења површине делова: уклањање каменца, остаци и прљавштина металних делова као што су одливци, делови за штанцање, делови за заваривање, делови за термичку обраду;површинско чишћење неметалних производа, уклањање црних тачака на површини керамичких бланкова и смањење боје Узорак итд.
ц.Обнова старих делова: обнављање и чишћење свих покретних делова као што су аутомобили, мотоцикли, електромеханичка опрема, итд. Истовремено елиминише стрес од замора и продужава радни век.
д.Завршна обрада на површини радног предмета: сви метални производи и неметални производи (пластика, кристал, стакло итд.) елиминишу се површински трагови, а површинска обрада аргоном маглом чини површину производа надоградњом.
е.Третман калупа: површинска обрада површине калупа аргонском маглом, графичка производња и чишћење калупа, да не оштети површину калупа, како би се осигурала тачност калупа.
ф.Третман неравнина: Машински обрађени делови се уклањају са малим наборима, а пластични делови делова за ињектирање се елиминишу.
г.Прерада непожељних производа: уклањање нежељеног премаза производа, уклањање нежељених боја на површини и уклањање штампе.
х.Јачање: повећати површинску тврдоћу металних делова и елиминисати напрезање, као што је површинска обрада сечива авиона, опруга, алата за машинску обраду и оружја.
и.Јеткање и обрада против клизања: обрасци за јеткање, текст и третман против клизања на површини металних производа и неметалних производа, као што су: мермер, ручке против клизања, заптивке, натписи стеле итд.
ј.Третман одеће од тексаса: Одећа од тексаса је мат, беличаста и постигнут је ефекат мачјих бркова.
5. Предности ормара за пескарење:
1).Метални делови машине за пескарење у основи нису оштећени, а тачност димензија се неће променити;
2).Површина дела није контаминирана, а абразив неће хемијски реаговати са материјалом дела;
3).Машина за пескарење може лако да рукује неприступачним деловима као што су жлебови и удубљења, а за употребу се могу изабрати различите величине абразива;
4).Трошкови обраде су знатно смањени, углавном се огледају у побољшању ефикасности рада машине за пескарење, која може задовољити различите захтеве за завршну обраду површине;
5).Ниска потрошња енергије и ниска цена;
6).Машина за пескарење не загађује животну средину, елиминишући трошкове третмана животне средине;